
МГ-0080-П-М Cтанок профилегибочный

НАЗНАЧЕНИЕ: Станок универсальный профилегибочный МГ-0080-П-М предназначен для гибки стальной круглой, прямоугольной и квадратной профильной трубы, полосы, швеллера из стали обыкновенного качества ГОСТ 380-94.
ОСОБЕННОСТИ:
- Устойчивая станина;
- Выносной пульт управления;
- Легкая ремонтопригодность;
- Возможность регулировки направляющих прижимного ролика по мере их износа.
- Возможность изготовления дополнительных роликов под различные виды профиля.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметр валов, мм. | 46 |
| Диаметр роликов, мм. | 155 |
| Количество валов | 3 |
| Мощность электродвигателя привода, кВт | 1.1 |
| Частота вращения, об/мин. | 910 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 950х700х1400 |
| Масса, кг. | 300 |
КОМПЛЕКТ ПОСТАВКИ:
- Машина профилегибочная в сборе
- Пульт управления
- Руководство по эксплуатации.
| ВИД ПРОФИЛЯ | МАКС. СЕЧЕНИЕ ПРОФИЛЯ, ММ. | МИН. ДИАМЕТР, ММ | КОМПЛЕКТ |
|---|---|---|---|
|
40×10 |
Ø1200 |
+ |
|
30×30 |
Ø800 |
+ |
|
50×30×7 |
Ø500 |
+ |
|
50×30×7 |
Ø500 |
+ |
|
50×50×5 |
Ø650 |
+ |
|
50×50×5 |
Ø650 |
+ |
|
40×40×3 |
Ø800 |
0 |
|
60×30×2 |
Ø1200 |
0 |
|
Ø25×2 |
Ø600 |
0 |
|
45×45×4 |
Ø800 |
0 |
|
65×36×7 |
Ø500 |
0 |
|
65×36×7 |
Ø500 |
0 |
|
Ø32 |
Ø600 |
0 |










Cтанок профилегибочный состоит из следующих основных частей:
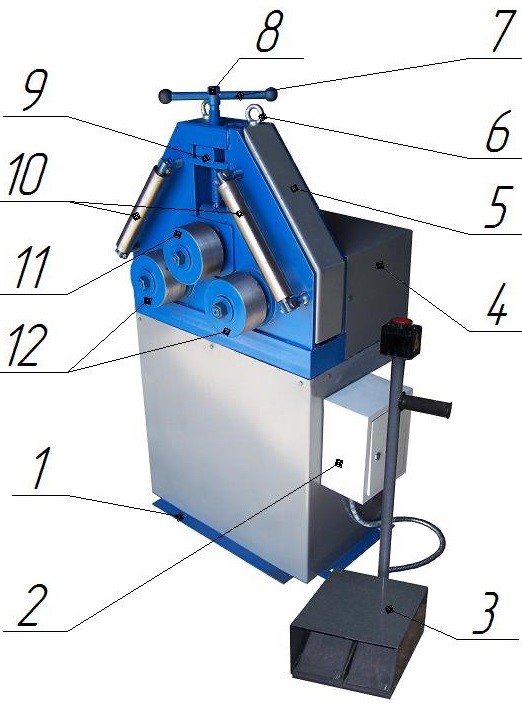
- Рама
- Электрошкаф
- Стойка с педалями
- Защитный кожух
- Кожух регулирующих гаек направляющих валов
- Рым-болты
- Рукоятка прижимного ролика
- Винт
- Гайка
- Направляющие валы
- Прижимной ролик
- Опорные ролики
- Регулирующие гайки
- Заготовка
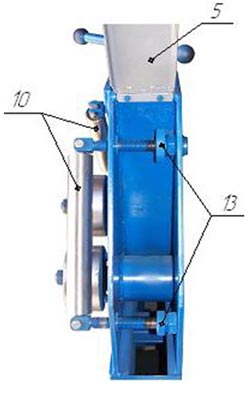
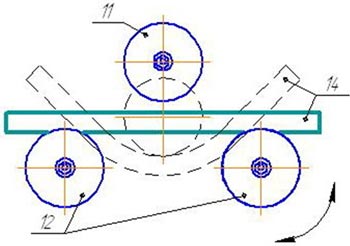
Предполагается, что заготовка будет «колебаться» в роликах, для предотвращения этого настройте направляющие валы 10 при помощи регулирующих гаек 13. Изгиб заготовки осуществляется вращением электромеханического привода (связанного с опорными роликами через шестерни), при помощи нажатия педалей на стойке 3. Смена возвратно-поступательного движения роликов осуществляется через кнопку СТОП. Для извлечения заготовки 14 возвращаем прижимной ролик 11 в верхнее положение с помощью вращения рукоятки 7, и извлекаем заготовку.
Установка станка профилегибочного
Оборудование поставляется полностью готовым к работе. Профилегиб должен быть жёстко установлен и закреплён через специальные отверстия в раме четырьмя анкерными болтами (болты в комплект не входят).
- Перед началом работы необходимо убедиться, что профилегиб заземлён.
- Проверить внешним осмотром целостность механических и электрических соединений.
Первоначальный пуск.
Очистить ролики от консервирующей смазки (сухой тканью-ветошью). Убедиться в соответствии напряжения питающей сети параметрам профилегиба. После чего приступить к обкатке профилегиба на холостом ходу в течение 30 мин. В случае возникновения отклонений от нормального режима работы немедленно остановить профилегиб и устранить неисправность.
Обрабатываемый материал:
- заготовка должна быть очищенной от масла и сухой;
- твёрдость материала должна быть одинаковой по всей длине заготовки;
- сгибаемые части заготовки должны быть гладкими.
Принцип работы.
- Открутить ключом гайки 15 крепления прижимного ролика 11 и опорных роликов 12
- Установить ролики на валы со шпонкой и закрепить с помощью гаек.
- Далее с помощью рукоятки 7 поднять прижимной ролик 11 в верхнее положение. Изгибаемую деталь расположить между опорными 12 и прижимным 11 роликами. С помощью вращения рукоятки прижимного ролика 7 плавно опускать прижимной ролик 11 (1/2 оборота) на величину, необходимую для формирования требуемого радиуса изгиба. Изгиб на предельном радиусе за одну операцию невозможен, по этому требуется повторение операции сгиба, прежде чем вы достигните определённого радиуса.
| Технические параметры | |
| Мощность, кВт | 1.1 |
| Напряжение питания, В | 380 |